Her minder kinesiske krydsfinerproducenter dig om, at når du køber krydsfiner, er det vigtigt at finde kildeproducenten for et mere professionelt, sikkert og økonomisk valg.
Hvad er krydsfiner
Krydsfinerer et af de mest alsidige og bredt anerkendte konstruerede træbaserede panelprodukter, der bruges på tværs af forskellige byggeprojekter verden over. Det er skabt ved at binde harpiks og træfinerplader til at danne et kompositmateriale, der sælges i paneler. Krydsfiner har typisk overfladefiner af højere kvalitet end kernefinererne. Kernelagenes primære funktion er at øge adskillelsen mellem de ydre lag, hvor bøjningsspændingerne er størst, og derved øge modstanden mod bøjningskræfter. Dette gør krydsfiner til et fremragende valg til applikationer, der kræver både styrke og fleksibilitet.

Introduktion til produktionsprocesser
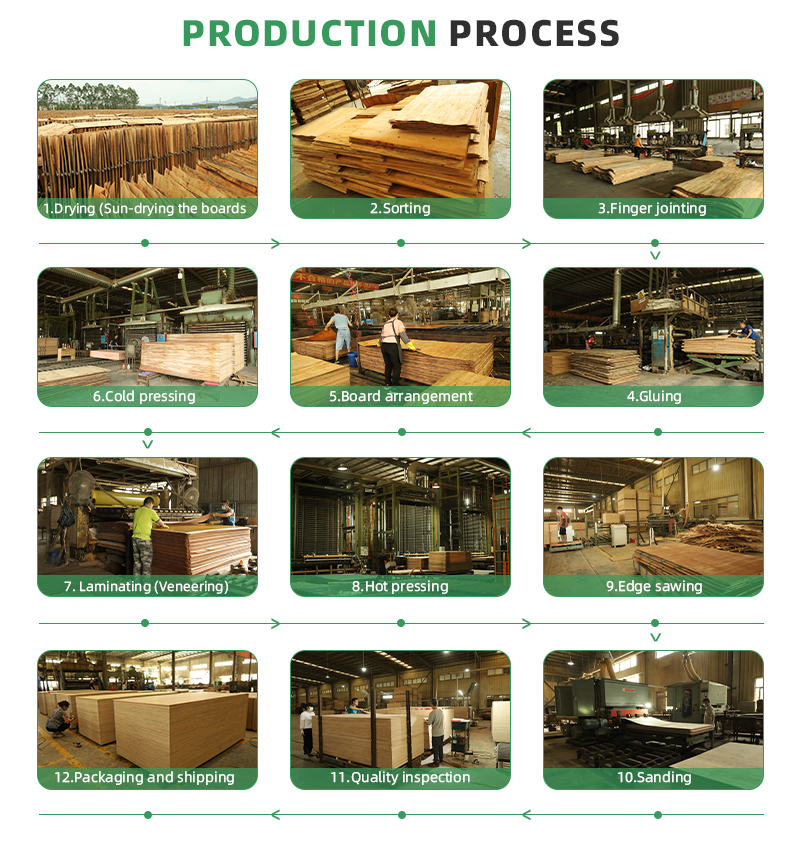
Krydsfiner, almindeligvis kendt som flerlagsplade, finerplade eller kerneplade, fremstilles ved at skære finer fra træsegmenter og derefter lime og varmpresse dem i tre eller flere (ulige antal) lag af plader. Produktionsprocessen af krydsfiner omfatter:
Skæring, skrælning og udskæring af træstammer; Automatiseret tørring; Fuld splejsning; Limning og samling af billet; Koldpresning og reparation; Varmpresning og hærdning; Savning, skrabning og slibning; Tre gange presning, tre gange reparationer, tre gange savning og tre gange slibning; Fyldning; Eftersyn af færdige produkter; Emballage og opbevaring; Transport
Kævlskæring og -skrælning
Afskalning er det vigtigste led i krydsfinerproduktionsprocessen, og kvaliteten af den skrællede finer vil direkte påvirke kvaliteten af den færdige krydsfiner. Kævler med en diameter på mere end 7 cm, såsom eukalyptus og diverse fyr, skæres, skrælles og skæres derefter i finer med en tykkelse på mindre end 3 mm. De skrællede finer har god tykkelsesensartethed, er ikke tilbøjelige til at trænge ind i lim og har smukke radiale mønstre.
Automatisk tørring
Tørreprocessen er relateret til formen af krydsfiner. De skrællede finer skal tørres i tide for at sikre, at deres fugtindhold når op på produktionskravene til krydsfiner. Efter den automatiserede tørreproces kontrolleres fugtindholdet i finererne under 16%, pladens skævhed er lille, ikke let at deformere eller delaminere, og finerernes forarbejdningsydelse er fremragende. Sammenlignet med den traditionelle naturlige tørremetode påvirkes den automatiske tørreproces ikke af vejret, tørretiden er kort, den daglige tørrekapacitet er stærk, tørreeffektiviteten er højere, hastigheden er hurtigere, og effekten er bedre.
-Drying-Sun-drying-the-boards.jpg)
Fuld splejsning, limning og samling
Splejsningsmetoden og det anvendte klæbemiddel bestemmer stabiliteten og miljøvenligheden af krydsfinerpladen, hvilket også er det mest bekymrede problem for forbrugerne. Den nyeste splejsningsmetode i branchen er fuld splejsningsmetode og tandsplejsningsstruktur. De tørrede og skrællede finer splejses til en hel stor plade for at sikre finerernes gode elasticitet og sejhed. Efter limningsprocessen arrangeres finérerne i et krydsmønster i henhold til træets åreretning for at danne en billet.

Koldpresning og reparation
Koldpresning, også kendt som forpresning, bruges til at få finererne til at klæbe til hinanden, hvilket forhindrer defekter såsom finerforskydning og stabling af kerneplader under flytning og håndtering, samtidig med at limens flydeevne øges for at lette dannelse af en god limfilm på overfladen af finererne, hvilket undgår fænomenet limmangel og tør lim. Billetten transporteres til forpresningsmaskinen og efter 50 minutters hurtig koldpresning er kernepladen lavet.
Reparation af pladeemner er en supplerende proces før varmpresning. Arbejdere reparerer overfladelaget på kernepladen lag for lag for at sikre, at overfladen er glat og smuk.

Varmpresning og hærdning
Varmpressemaskinen er et af de vigtigste udstyr i krydsfinerproduktionsprocessen. Varmpresning kan effektivt undgå problemerne med bobledannelse og lokal delaminering i krydsfiner. Efter varmpresning skal billetten afkøles i ca. 15 minutter for at sikre, at produktstrukturen er stabil, styrken er høj og undgå vridningsdeformation. Denne proces kalder vi "hærdningsperioden".

Savning, skrabning og slibning
Efter hærdningsperioden vil billetten blive sendt til savemaskinen for at blive skåret i de tilsvarende specifikationer og størrelser, parallelt og pænt. Derefter skrabes, tørres og slibes pladens overflade for at sikre den generelle glathed, klare tekstur og god glans af pladens overflade. Indtil videre er den første runde af 14 produktionsprocesser af krydsfinerproduktionsprocessen afsluttet.
Tre gange presning, tre gange reparationer, tre gange savning og tre gange slibning
En krydsfiner af høj kvalitet skal gennemgå flere fine poleringsprocesser. Efter den første slibning vil krydsfineren gennemgå en anden lagdeling, koldpresning, reparation, varmpresning, savning, afskrabning, tørring, slibning og pletskrabning, i alt 9 processer i anden runde.
Til sidst er emnet klistret med udsøgt og smuk teknologi træoverflade, mahognioverflade, og hver krydsfiner gennemgår også en tredje koldpresning, reparation, varmpresning, skrabning, slibning, savning og andre 9 processer. I alt "tre presninger, tre reparationer, tre savninger, tre slibninger" 32 produktionsprocesser, en pladeoverflade, der er flad, strukturelt stabil, har en lille deformation, og er smuk og holdbar.

Påfyldning, sortering af færdigvarer
Den dannede krydsfiner inspiceres og fyldes efter den afsluttende inspektion og sorteres derefter. Gennem videnskabelig test af tykkelse, længde, bredde, fugtindhold og overfladekvalitet og andre standarder for at sikre, at hver produceret krydsfiner er af kvalificeret og stabil kvalitet, med den bedste fysiske ydeevne og forarbejdningsydelse.

Emballage og opbevaring
Efter at det færdige produkt er valgt, pakker arbejderne krydsfiner til opbevaring for at undgå sol og regn.

TONGLI TRÆ
Hvad bruges krydsfiner til?
Krydsfiner er en almindelig type plade, der bruges på tværs af forskellige industrier. De er kategoriseret ialmindelig krydsfinerogspeciel krydsfiner.
De vigtigste anvendelser afspeciel krydsfinerer som følger:
1.Klasse 1 er velegnet til avancerede arkitektoniske dekorationer, mellem-til-high-end møbler og kabinetter til forskellige elektriske apparater.
2.Grade to er velegnet til møbler, generel konstruktion, køretøjer og skibsdekorationer.
3.Grade tre er velegnet til low-end bygningsrenoveringer og emballagematerialer. Specialkvalitet er velegnet til high-end arkitektoniske dekorationer, high-end møbler og andre produkter med særlige krav
Almindelig krydsfinerer klassificeret i Klasse I, Klasse II og Klasse III baseret på de synlige materialefejl og forarbejdningsfejl på krydsfiner efter forarbejdning.
1.Klasse I krydsfiner: Vejrbestandig krydsfiner, som er slidstærk og tåler kogning eller dampbehandling, velegnet til udendørs brug.
2.Klasse II krydsfiner: Vandfast krydsfiner, som kan lægges i blød i koldt vand eller udsættes for kortvarig iblødsætning af varmt vand, men er ikke egnet til kogning.
3.Klasse III krydsfiner: Fugtbestandig krydsfiner, i stand til at modstå kortvarig iblødsætning af koldt vand, velegnet til indendørs brug.

Posttid: Jul-08-2024






